
TM 5-3895-359-14&P
After the cylinder block has been thoroughly cleaned
and dried, re-install the core hole plugs. Coat the
threads of the plugs with sealant. Install the core hole
plugs in the sides of the block from 2 " to 2-1/4" below
the machined surface of the block. They must be water
tight. The core hole plugs in the ends of the block are
flanged to provide a positive stop against the
counterbore of the hole, thus preventing the plugs from
entering the water jacket and restricting the flow of
water. Soft aluminum gaskets are used with the plugs.
Coat the threads of the end plugs with sealant and,
using new gaskets, re-install the plugs and tighten them
to 150-180 lb-ft (204-244 Nm) torque.
CAUTION:
Excessive torque applied to the core
hole plugs may result in cracks in
the water jacket.
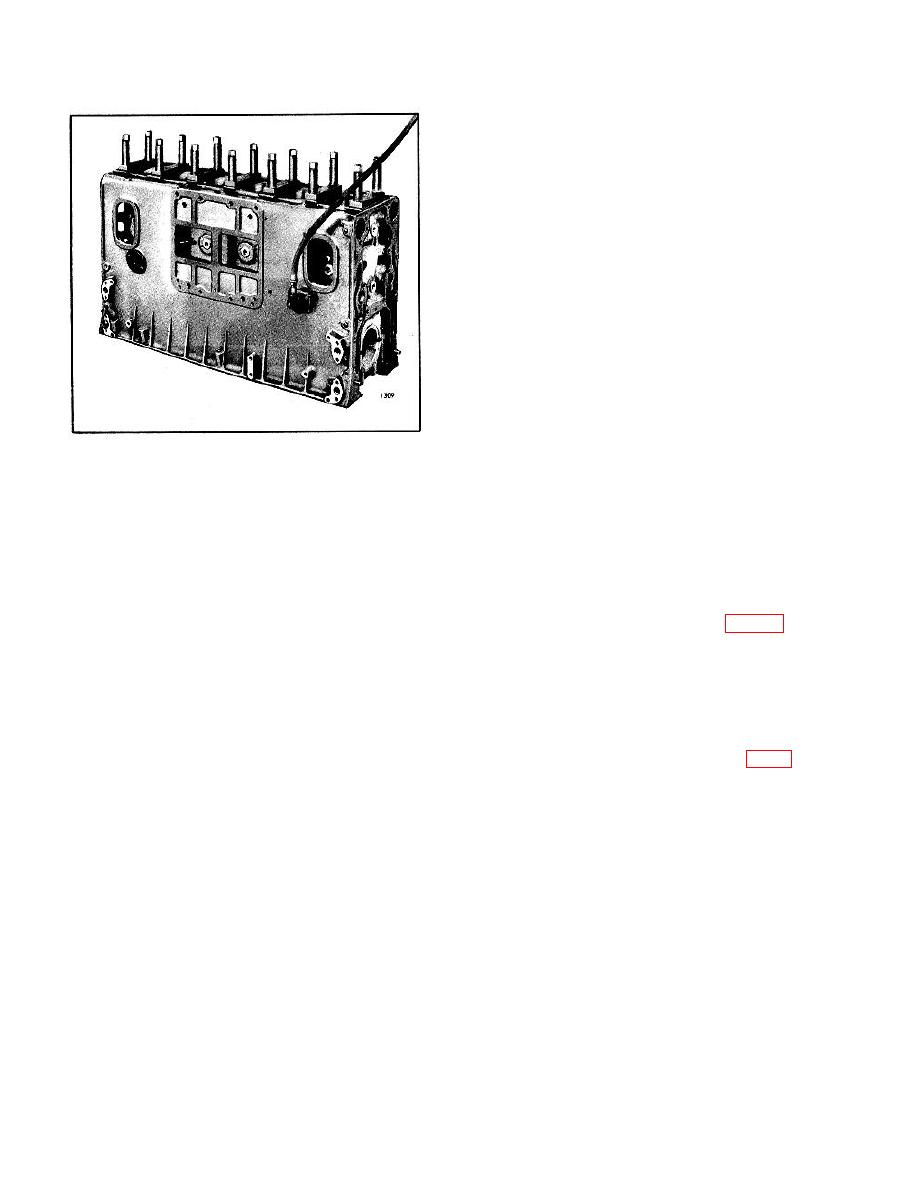
Pressure Test
Fig. 9 - Cylinder Block Prepared for Pressure
Test
Cylinder Block Extremely tight fitting cylinder
liners,
a. Agitate the block in a bath of inhibited
severe scoring of the liners and overheating
of the
commercial pickling acid.
engine may result in cracks in the cylinder
bores.
b. Allow the block to remain in the acid bath until
Overheating of the engine may also result in
cracks
the bubbling action stops (approximately 30
between the water jackets and the oil passages.
minutes).
The cylinder block may be pressure tested for cracks or
c. Lift the block, drain it and re-immerse it in the
leaks by either one of two methods. In either method, it
same acid solution for 10 minutes.
will be necessary to make plates (Fig. 8) to seal the
d. Repeat Step "c" until all scale is removed.
water openings in the top of the block. Main bearing
caps may be used to secure the plates to the block with
e. Rinse the block in clear hot water to remove the
the cylinder head bolts or studs and nuts. Cylinder head
acid solution.
seal rings may be used as gaskets between the plates
and the block. It will also be necessary to use water
f. Neutralize the acid that may cling to the casting
hole cover plates and gaskets to cover the water pump
by immersing the block in an alkaline bath.
inlet openings in the block. Drill and tap one cover plate
g. Wash the block in clean water or steam clean it.
to provide a connection for an air line (Fig. 9).
4. Dry the cylinder block with compressed air.
5. Make certain that all water passages, oil galleries
and air box drain holes have been thoroughly cleaned.
NOTE: The above cleaning procedure may
be used on all ordinary cast iron and steel
parts of the engine. Mention will be made
of special cleaning procedures whenever
necessary.
10-2-7

