
TM 5-3895-359-14&P
Block Boring
Liner
Max. Block Bore
Dimensions
O.D. Size
I.D. on Used Block
4.63120"
.005" Oversize
4.6325"
4.6320"
4.6360"
.010" Oversize
4.6375"
4.6370"
4.6460"
.020" Oversize
4.6475"
4.6470"
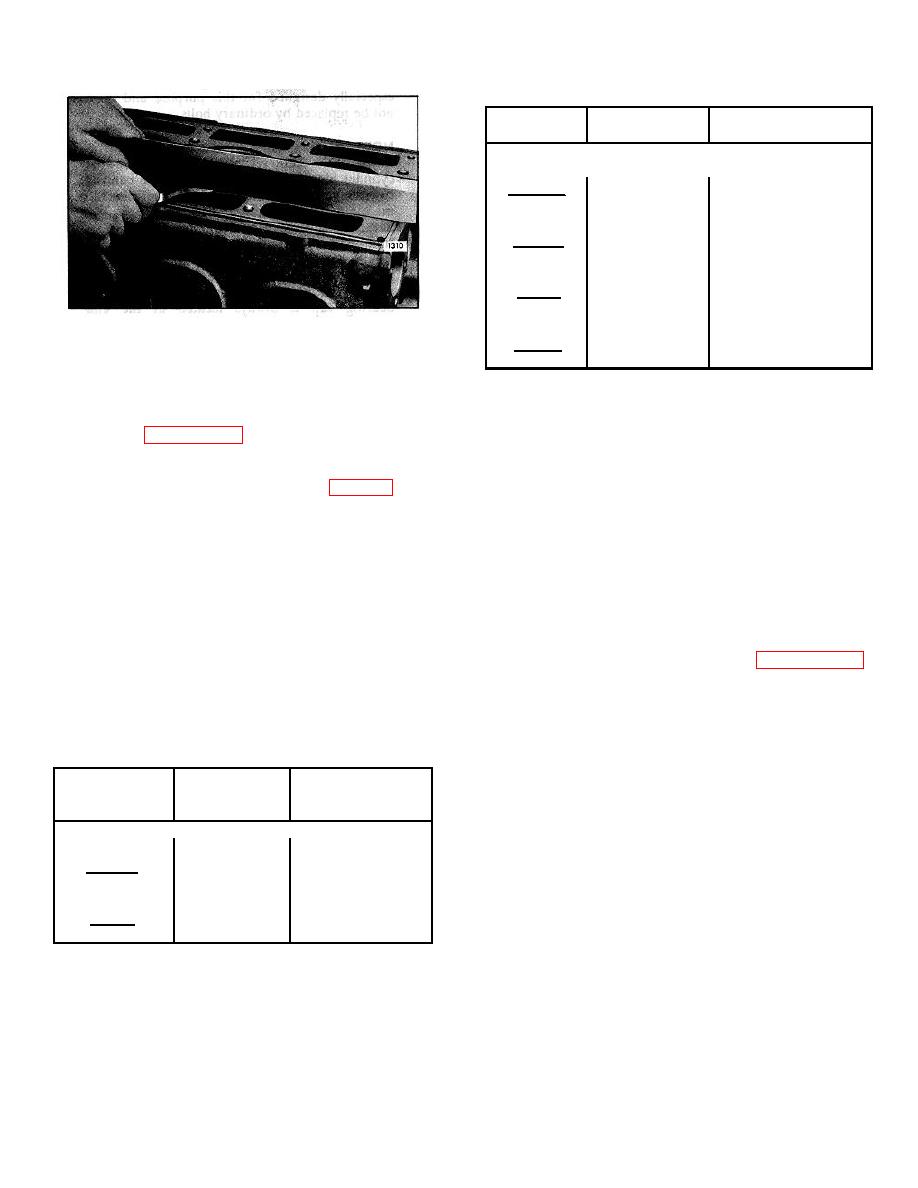
Fig. 16. Checking Top Face of Cylinder Block
4.6560"
.030" Oversize
4.6575"
4.6570"
e. When an oversize liner is used, stamp the size
TABLE 2
of the liner on the top deck of the block adjacent
to the liner counterbore. An oversize liner insert
must be installed whenever an oversize liner is
c. If stock is removed from the top surface of the
used (Page 10-2-97).
block, check the depth of the seal ring grooves
and counterbores. The cylinder head seal strip
grooves must be .092 "-.107 " deep. The large
5. Check the top of the block for flatness with an
water hole counterbores (between the cylinders)
accurate straight edge and a feeler gage (Fig. 16).
must be .109 "-.120 " deep, and the combination
water and oil hole counterbores and small water
a. The top surface of the block must not vary more
hole counterbores must be .087 "-.098 " deep.
than .003" transversely and not over .007"
If necessary, deepen the grooves or
longitudinally. It will be difficult to prevent
counterbores to the specified limits to retain the
water, oil and compression leaks if the top
proper "crush" on the seal rings. It is not
surface of the block exceeds these tolerances.
necessary to deepen the counterbores for the
cylinder liners since .004" and .008 " undersize
b. If it is necessary to machine the top surface of
thickness inserts are available for adjusting the
the block to correct for the above conditions, do
liner position as outlined on Page 10-2-97,
not remove more than .008 " of metal. Stamp
Fitting Cylinder Liner in Block Bore.
the amount of stock removed on the face of the
block. The distance from the centerline of the
6. Make sure the cylinder liner counterbores in the
crankshaft to the top of the block must not be
block are clean and free of dirt. Then check the depth
less than 16.176 " (Fig. 17).
(Fig. 18). The depth must be .4770 " to .4795 " 'and
must not vary more than .0015 " throughout the entire
For Average
Use Liner
For Liner-to-Block
circumference. The counterbored surfaces must be
Block Bore
O.D. Size
Clearance
smooth and square with the cylinder bore within .001 "
I.D. Size
total indicator reading. There must not be over .001 "
difference between any two adjacent cylinder
counterbores when measured along the cylinder
4.6260"
Standard
.000 to .0025"
longitudinal centerline of the cylinder block.
4.6275"
7. Check the main bearing bores as follows:
4.6270"
4.6285"
.001" Oversize
.000"to .0025"
a. Check the bore diameters with the main bearing
TABLE 1
caps in their original positions. Apply a small
10-2-11

