
TM 5-3895-359-14&P
3. Grind the top surface of the insert with the 15 wheel
to narrow the width of the seat to the dimensions shown
in Fig. 14. The 31face of the insert may be adjusted
relative to the center of the valve face with the 15 and
60 grinding wheels.
NOTE:
Do not permit the grinding wheel to
contact the cylinder head when
grinding the insert. When an insert
has been ground to the extent that
the grinding wheel will contact the
cylinder head, install a new insert.
The maximum amount the exhaust valve should
protrude beyond the cylinder head (when the valve is
closed) and still maintain the proper piston-to-valve
clearance is shown in Fig. 14. Grinding will reduce the
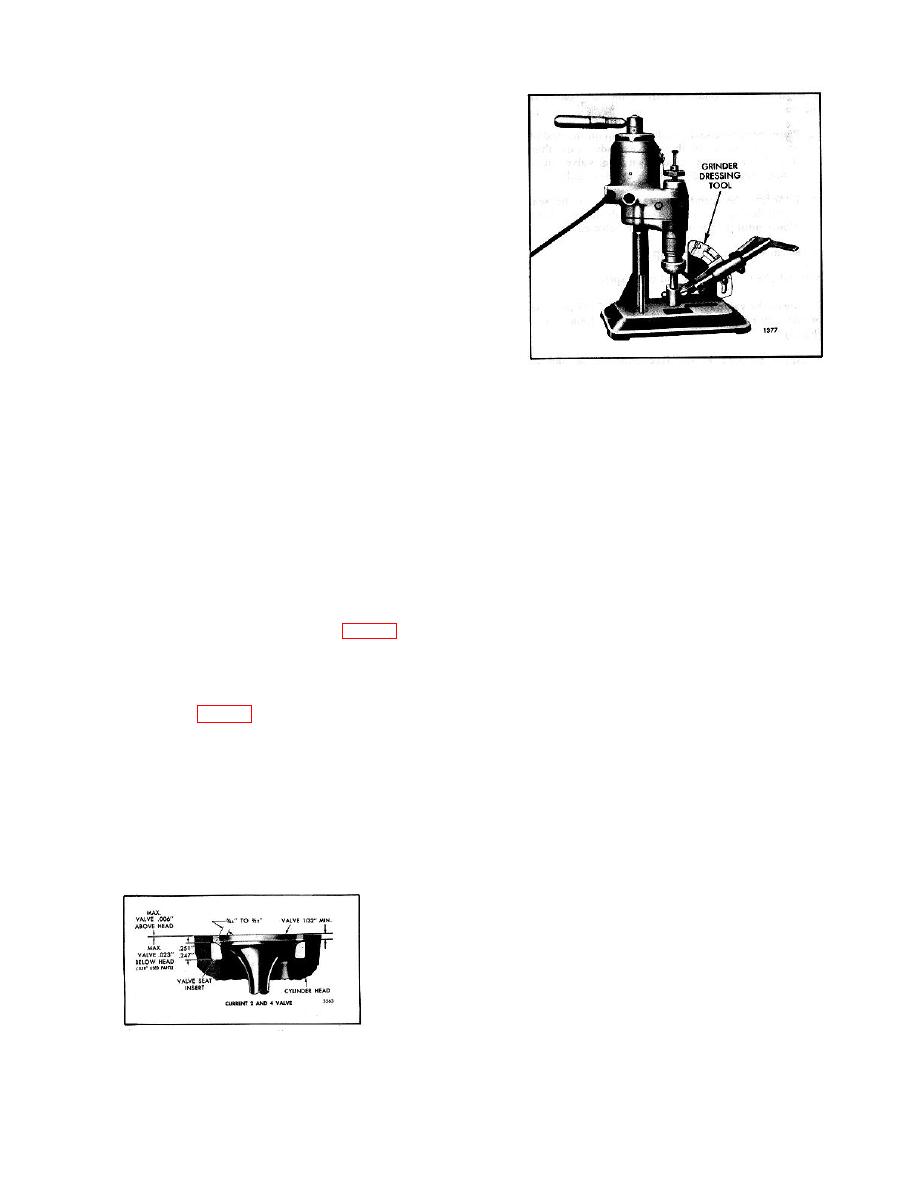
Fig. 15. Grinding Wheel Dressing Tool or Set J
thickness of the valve seat insert and cause the valve to
8165-1
recede into the cylinder head. If, after several grinding
2. Lower the stem of the valve in the valve guide and
operations, the valve recedes beyond the specified
"bounce" the valve on the seat. Do not rotate the valve.
limits, replace the valve seat insert.
This procedure will show the area of contact on the
NOTE:
valve face. The most desirable area of contact is at the
The engine must incorporate valve
center of the valve face.
seat inserts that are no more than
NOTE:
.251" thick to ensure adequate
The use of valve lapping compounds
clearance between the pistons and
is not recommended.
the exhaust valves.
After the valve seat inserts have been ground and
When occasion requires, the grinding wheel may be
checked, clean the cylinder head before installing the
dressed to maintain the desired seat angle with the
valves.
dressing tool provided with the grinder set (Fig. 15).
Install Exhaust Valves and Springs
4. After grinding has been completed, clean the valve
seat insert thoroughly with fuel oil and dry it with
Install the exhaust valves as follows:
compressed air. Set the dial indicator J 8165-2 in
position as shown in Fig. 13 and rotate it to determine
1. Clean the valve guides.
the concentricity of each valve seat insert relative to the
valve guide. If the runout exceeds .002 ", check for a
2. Lubricate the valve stems with sulphurized oil (E.P.
bent valve guide before regrinding the insert.
type) and slide the valves all the way into the guides.
After the valve seat insert has been ground, determine
IMPORTANT:
the position of the contact area between the valve and
If reconditioned valves are used,
the valve seat insert as follows:
install them in the same relative
location from which they were
1. Apply a light coat of Prussian blue, or a similar paste,
removed.
to the valve seat insert.
3. Hold the valves in place temporarily with a strip of
masking tape. Then turn the cylinder head right side up
on the work bench. Place a board under the head to
support the valves and to provide clearance between
the cam followers and the bench.
4. Install the valve spring seats.
Fig. 14 - Relationship Between New Exhaust Valve,
Insert and Cylinder Head
10-2-43
