F-4. DRIVE
TM 5-3895-369-14
NOTES:
1.
FABRICATE FROM THE FOLLOWING MATERIALS:
TWO 74002588-1,4 IN. x 3 IN. x 1/4 IN. RECTANGULAR STEEL TUBING x 30 1/2 IN. LONG.
ONE 74002588-2,6 IN. x 10.5# CHANNEL x 39 IN. LONG.
ONE 74002588-3,5 IN. x 5 IN. x 3/8 IN. SQUARE STEEL TUBING x 14 1/2 IN. LONG.
ONE 74002588-4,1/4 IN. x 6 IN. x 11-1/2 IN. LONG, HOT ROLLED STEEL.
TWO 74002588-5, 1/4 IN. x 3/4 IN. x 6 IN. LONG, HOT ROLLED STEEL.
FOUR MS90725-185, 3/4-10 x 1-1/2 IN. LONG, HEX HEAD SCREWS (SHIPPED LOOSE WITH FABRICATION).
2.
DRILL FOUR 13/16 IN. DIAMETER HOLES IN 74002588-4 PLATE.
UNSAFE WELDING PRACTICES CAN CAUSE SERIOUS INJURY FROM FIRE, EXPLOSIONS, OR HARMFUL AGENTS.
ALLOW ONLY AUTHORIZED PERSONNEL TO WELD OR CUT METALS, AND FOLLOW SAFETY PRECAUTIONS IN TM 9-237.
PROTECTIVE CLOTHING AND GOGGLES MUST BE WORN; ADEQUATE PROTECTIVE EQUIPMENT USED, A SUITABLE
FIRE EXTINGUISHER KEPT NEARBY; AND REQUIREMENTS OF TM 9-237 STRICTLY FOLLOWED.
3.
POSITION AND WELD TWO 74002588-5 BARS TO 74002588-4 PLATE.
4.
POSITION AND WELD 74002588-4 PLATE TO 74002588-3 TUBING.
5.
POSITION AND WELD TWO 74002588-1 TUBING TO 74002588-2 TUBING.
6.
POSITION AND WELD 74002588-3 TUBING TO 74002588-2 CHANNEL.
7.
AU DIMENSIONS ARE IN INCHES.
Figure F-2. Rotor Drive Assembly Stand (Sheet 2)
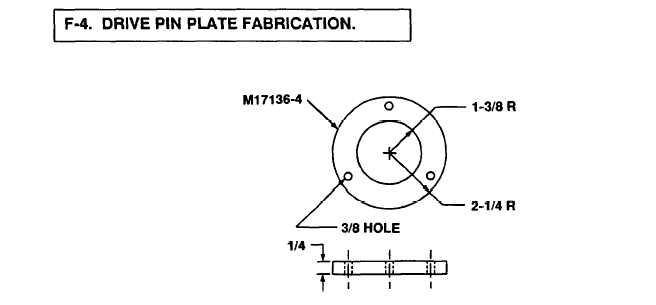
NOTES:
1.
FABRICATE FROM 1010/1018 1/4 IN., COLD ROLLED STEEL PLATE.
2.
CUT 2-1/4 IN. OUTSIDE RADIUS x 1-3/8 IN. INSIDE RADIUS RING FROM 1010/1016 1/4 IN., COLD ROLLED STEEL PLATE.
3.
DRILL THREE 3/8 IN. DIAMETER HOLES EQUALLY SPACED ON 3-1/2 IN. BOLT CIRCLE.
4.
AU DIMENSIONS ARE IN INCHES.
Figure F-3. Drive Pin Plate
F-3