
TM 5-3895-359-14&P
Sintered bronze bearings used in these motors have a
dull finish, as compared to the early type machined, cast
bronze bearings which had a shiny finish.
Before pressing the bearing into place, dip it in SAE No.
oil. Also, tangent wicks should be soaked with SAE No.
20 oil. Insert the wick into place first, and then press in
the bearing.
DO NOT DRILL, REAM OR MACHINE sintered bearings
in any way! These bearings are supplied to size. If
drilled or reamed, the I.D., (inside diameter) will be too
large, also the bearing pores will be sealed over.
It is not necessary to cross-drill a sintered bearing when
used with a tangent wick. Because the bearing is so
highly porous, oil from the wick touching the outside
bearing surface will bleed through and lubricate the
shaft.
Middle bearings are support bearings and prevent
armature deflection during cranking. As compared to
end frame bearings, the clearance between middle
bearing and shaft is large and the clearance provides a
loose fit when assembled.
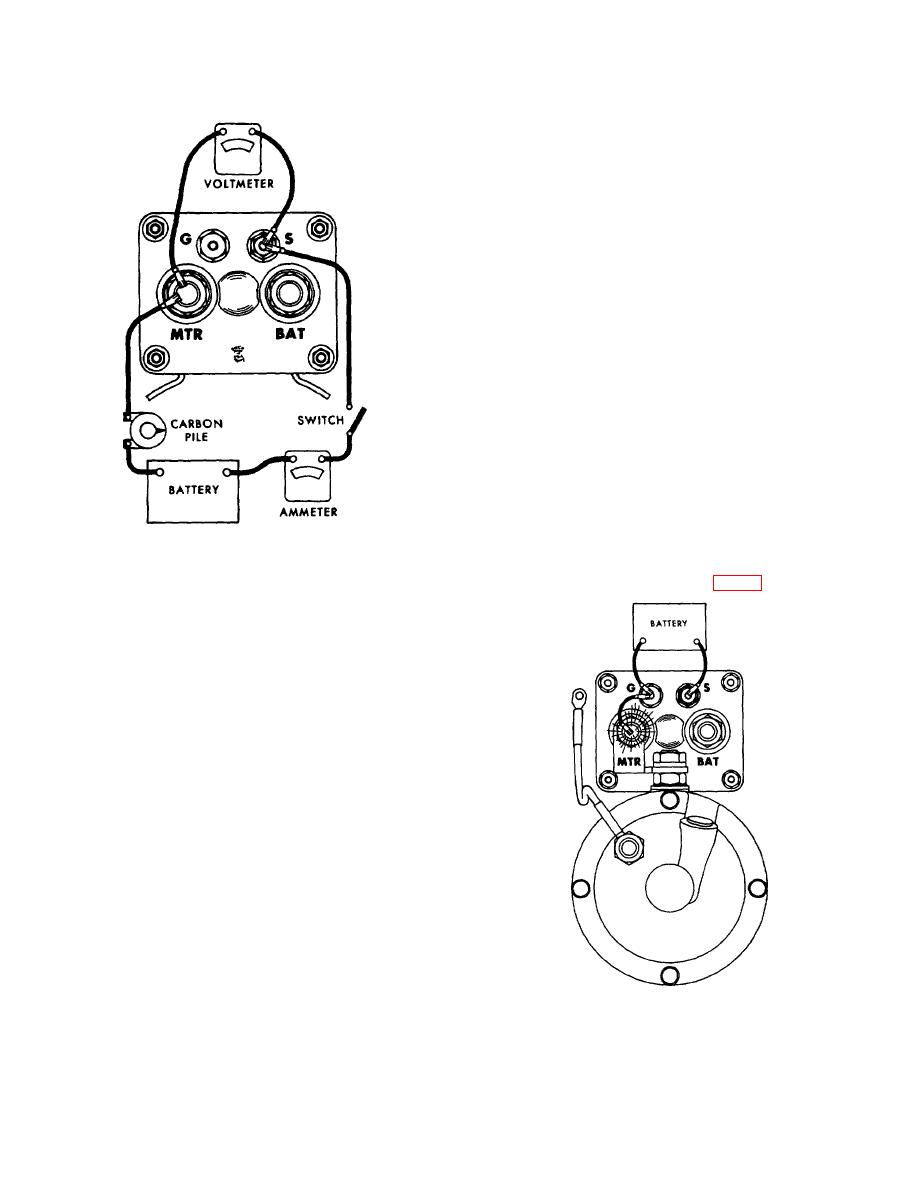
Pinion Clearance
To check pinion or drive clearance follow the steps
Fig. 6 - Checking Solenoid Pull-In Winding.
listed below.
The specified pull-in voltage is 5 volts and the pull-in
1. Make connections as shown in Fig. 7.
current is 28 to 35.7 amperes.
To check for grounds, move battery lead from "G" (Fig. )
and from "MTR" (Fig. 10) to solenoid case, (not shown).
meter should read zero. If not, winding is grounded.
NOTE: If needed to reduce the voltage to the specified
value, connect the carbon pile between the battery and
the "MTR" terminal as shown. If the carbon pile is not
needed, connect a jumper directly from the battery to
the "MTR" terminal.
CAUTION: To prevent overheating, do not leave the
pull-in winding energized more than 15 seconds. e
current draw will decrease as the winding temperature
increases.
Reassembly
To reassemble the end frame with brushes onto the field
frame, pull the armature out of the field frame just far
enough to permit the brushes to be placed over the
commutator. Then push the commutator end frame and
the armature back against the field frame.
Lubrication
All bearings, wicks and oil reservoirs should be
saturated with SAE No. 20 oil. Place a light coat of
Fig. 7 - Checking Pinion Clearance Circuit.
lubricant Delco Remy No. 1960954 on the washer
located on the shaft between the armature and shift
lever housing.
10-8-16
