
TM 5-3895-359-14&P
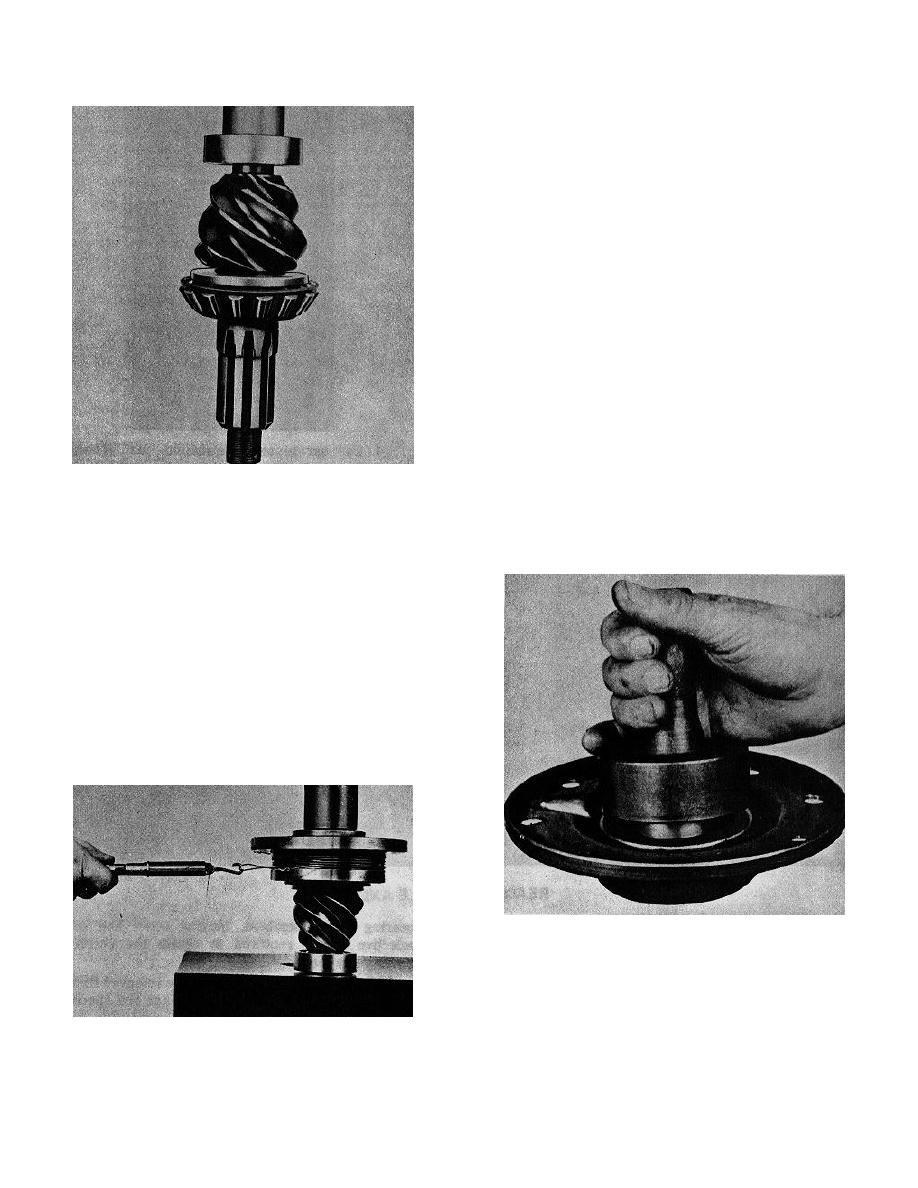
H. While in press at 25,000 pounds pressure,
check bearing pre-load torque. Wrap soft wire
around cage and pull on horizontal line with
pound scale. If a press is not available, the
yoke may be installed and the pinion nut
tightened to specified torque for checking.
If rotating torque is not within 5 to 15 pound-
inches, use thinner spacer to increase or thicker
spacer to decrease pre-load.
Example: Assuming pinion cage diameter
to be 6 inches the radius would be 3 inches and
with 5 pounds pull would equal 15 pound-inches
pre-load torque.
I. Press yoke against forward bearing and install
washer and pinion shaft nut.
J. Place pinion and cage assembly over carrier
studs, hold yoke and tighten pinion shaft nut to
specified torque. The yoke must be held with a
suitable tool or fixture to tighten nut.
K. Recheck pinion bearing pre-load torque.
A. Press rear thrust and radial bearings firmly
If rotating torque is not within 5 to 15 pound-
against the pinion shoulders with a suitable
inches, repeat the foregoing procedure.
sleeve.
L. Hold yoke and remove pinion shaft nut and
B. Install radial bearing lock ring and squeeze ring
yoke.
into pinion shaft groove with pliers.
C. If new cups are to be installed, press firmly
against pinion bearing cage shoulders.
D. Lubricate bearings and cups with light machine
oil.
E. Insert pinion and bearing assembly in pinion
cage and position spacer or spacer combination
over pinion shaft.
F. Press front bearing firmly against spacer.
G. Rotate cage several revolutions to assure
normal bearing contact.
M. Lubricate pinion shaft oil seal and cover outer
edge of seal body with a non-hardening sealing
compound. Press seal against cover shoulder
with seal driver.
N. Install new gasket and bearing cover.
5-16
