
TM 5-3895-359-14&P
and stagger the piston ring gaps 900 apart around the
and cylinder walls before assembly.
NOTE
Identical numbers are stamped on
the side of the rod with its
corresponding cap. These numbers
must be on the same side of the
connecting rod when mounted in
engine. Be sure that oil hole in
connecting rod cap is facing toward
the oil spray nozzle, as illustrated in
Fig. 20.
Install new nuts on
connecting rod bolts and torque 22
to 28 foot pounds.
FIGURE 21
71152C
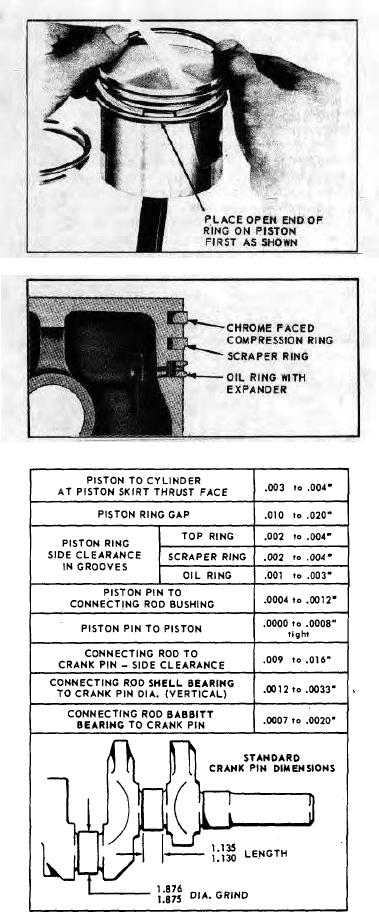
PISTON RINGS (Fig's. 21, 22, 23)
If a ring expander tool is not available, install rings by
placing the open end of ring on piston first, as shown in
Fig. 21. Spread ring only far enough to slip over piston
and into correct groove, being careful not to distort ring.
Install bottom ring first and work toward the head of the
piston, installing top ring last.
The word 'TOP' on compression and scraper rings
indicates direction of ring placement on piston.
The outer diameter of the compression ring is chrome
FIGURE 22
285335C
plated. Mount scraper ring with scraper edge down,
otherwise oil pumping and excessive oil consumption
will result. Refer to Fig. 22 for the correct placement of
piston rings.
CYLINDER BLOCKS
Clean all dirt and foreign deposits from between the
cylinder fins and manifold ports.
The cylinder blocks do not have to be removed unless
the cylinder bore is scored, out-of-round, or worn
oversize more than 0.005 inch. In this event, the block
will have to be removed, rebored and fitted with
oversize pistons and rings.
In Reassembly; tighten the cylinder block mounting
nuts, 40 to 50 foot pounds torque.
VALVES and SEAT INSERTS (Fig. 24)
Remove valve tappet inspection plate and compress
valve springs with a standard automotive type valve
lifter as illustrated. Insert a rag in the opening at the
bottom of valve chamber so the retaining locks do not
fall into engine crankcase. Remove retaining locks,
seats, springs, valves and clean these, as well as the
ports and guides, of all carbon and gum deposits. Tag
each valve so that in reassembly they will be mounted
FIGURE 23. PISTON, RING, AND ROD
CLEARANCES CHART
14-11

