
TM 5-3895-359-14&P
in the same guide they were removed from. Replace
CRANKSHAFT
valves that are burned or pitted.
To remove the crankshaft, first remove the six
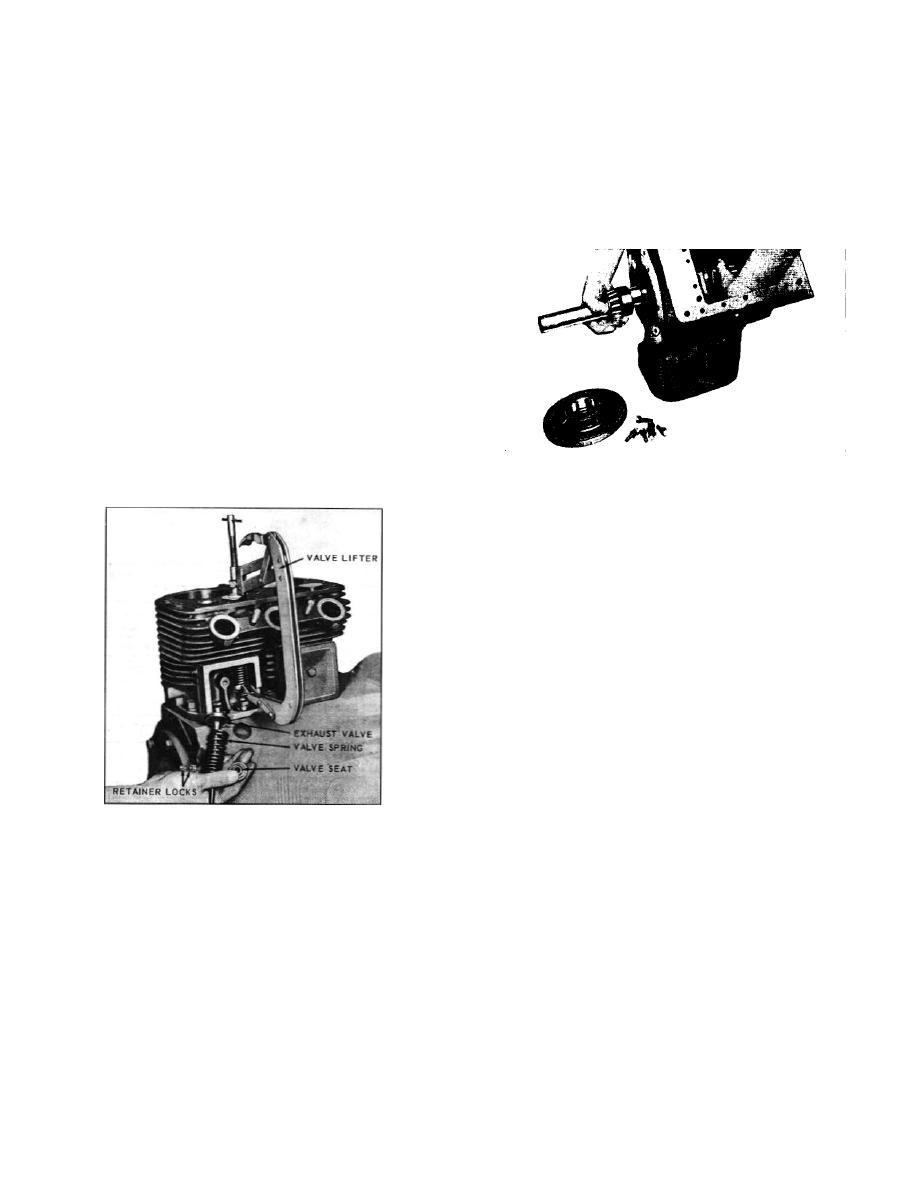
The inlet and exhaust valve seat inserts can be
capscrews in the main bearing plate at the take-off end
of the engine. This plate can then be pried off, and
removed, when replacement becomes necessary, by
crankshaft removed from that end of crankcase. See
means of Wisconsin Motor DF-66-A insert puller.
Fig. 25. Be sure to keep shims and gaskets in place as
Before grinding valves, inspect valve guides for
these are necessary to give the proper end play to
possible replacement. Refer to Valve Guide paragraph.
The valve face is ground at 45 0to the vertical center
line of the valve stem and the valve seat insert should
also be ground at a 450 angle. After grinding, lap
valves in place until a uniform ring will show entirely
around the face of the valve. Clean valves and wash
block thoroughly with a hot solution of soap and water.
Wipe cylinder walls with clean lint free rags and light
engine oil, especially if cylinders were rebored and
honed.
Valve guides in the cylinder block are easily
replaceable by use of Wisconsin DF-72 driver tool. In
71075C
reassembly; mount guides with inside chamfer down.
FIGURE 25
The valve stem has a clearance of .003 to .005' in the
guide. When the clearance becomes
the tapered roller main bearings on the crankshaft. This
end play should be .002 to .004 inch when engine is
cold. There is practically no wear in these bearings so
that no readjustment is necessary after proper
assembly.
When reassembling crankshaft, the timing marks on the
crankshaft gear and the camshaft gear must be
matched as shown in Fig. 15, otherwise engine will not
operate properly, or if timing is off considerably, engine
will not run at all.
The mounting holes for the main bearing plate are off-
set in such a manner that it can only be mounted in the
correct position. Tighten main bearing plate capscrews,
25 to 30 foot pounds torque.
CAMSHAFT
The camshaft must be withdrawn from the flywheel end
180188C .007",
of the engine as shown in Fig. 26. When reassembling,
FIGURE 24
be sure the spring and plunger are in place in the end of
the guides should be driven out and replaced with new
the camshaft, as they hold the camshaft in position
guides.
endwise.
These engines that have Stellite exhaust valves and
VALVE TAPPETS
inserts are designated as Model VH4D and are equipped
The valve tappets are taken out after the camshaft is
with positive type exhaust valve rotators. The action
removed. In reassembly, the tappets must of course be
of the rotocap, which rotates the valve slightly each time
inserted in proper position in crankcase, before the
the valve opens, helps prevent sticky valve and will
camshaft is assembled.
impart a wiping action between the valve face and valve
seat, thereby preventing the build-up of foreign deposits.
After the cylinder blocks have been assembled to the
Valve rotation will also avoid prolonged exposure of any
crankcase, adjust the valve tappets as shown in Fig. 27.
one sector of the valve face to a local hot spot on the
With the tappets in their lowest positions, engine cold,
seat which will result in lower and more uniform valve
the clearance should be .008 inch for the inlet and .016
face-seat temperatures.
inch for the exhaust, with or without Stellite valves.
14-12

