
TM 5-3895-359-14&P
trouble due to variations in thickness and the
inability of certain materials to withstand
compression, oil, etc.
B. Remove nicks, mars and burrs from machined or
ground surfaces. Threads must be clean and free
to obtain accurate adjustment and correct torque.
A fine mill file or India stone is suitable for this
purpose. Studs must be tight prior to reassembling
the parts.
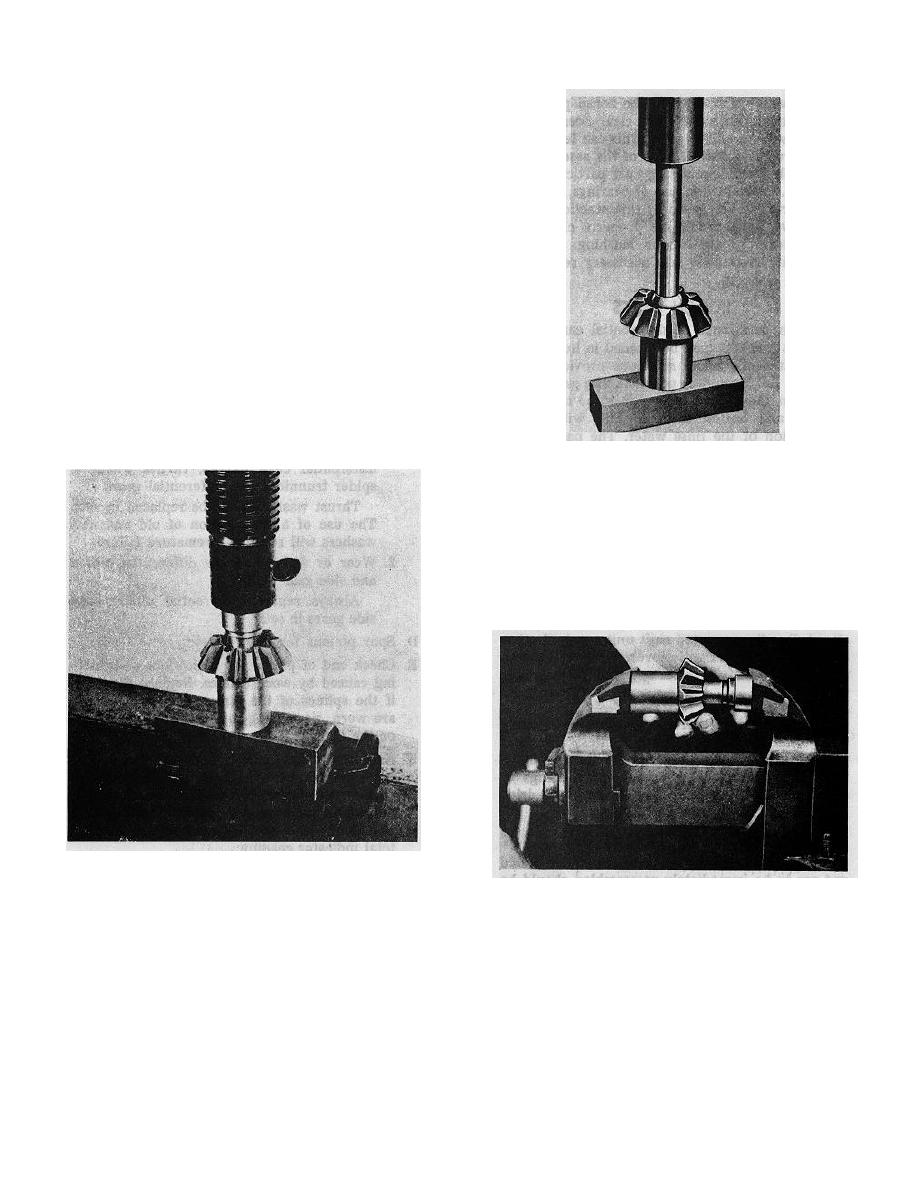
C. If necessary, install new differential pinion bushings
where used as follows:
1. Remove worn bushing. The bushing may be
split with a hacksaw and the halves easily
removed.
2. Remove burrs or sharp corner from inner edge
of pinion bore to prevent shearing or buckling
of bushing on installation.
3. Place pinion on anvil. Position bushing in
inner end of pinion bore and press squarely
into position. Use adapter with correct size
4.
Use bar to press burnishing ball through
offset to fit bushing.
bushing.
If desired, the bar may be shortened to permit
the use of a bench vise to install and burnish
bushing.
D. When assembling component parts use a press
where necessary. Avoid hammering.
E. Tighten all nuts to specified torque. See torque
limits following service instructions.
Lock wire must not be brittle; use soft iron wire to
prevent possibility of wire breakage.
REASSEMBLE AXLE
cups assembled, bearing cones and the selective spacer
REASSEMBLE PINION AND CAGE ASSEMBLY
required to obtain the correct bearing pre-load.
When a new pinion cage is required, the bearing
The used bearing cones should be removed from
and cage assembly furnished for service purposes
the pinion shaft and the new bearings and spacer used
should be used. This includes the cage with bearing
in the assembly.
4-16

